Из описания стандарта:
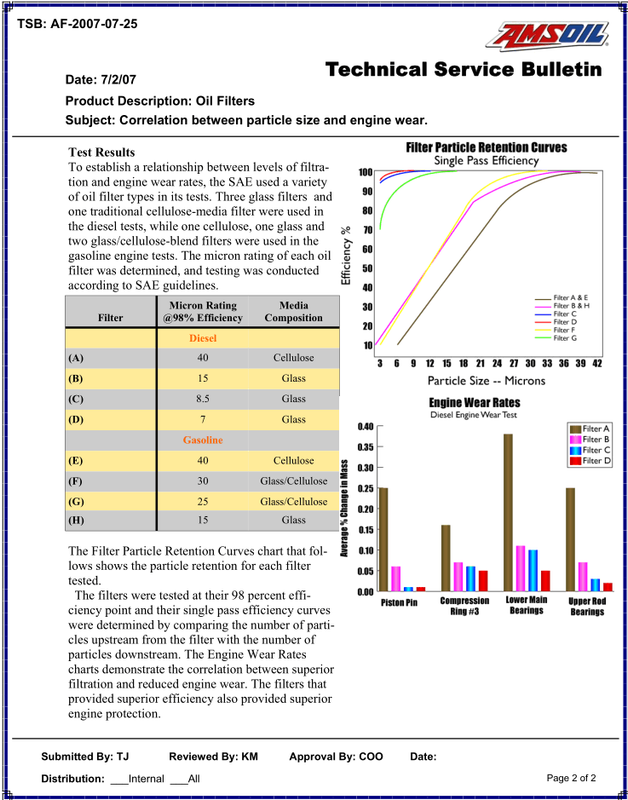
Цитата с одного ресурса:данный метод не предполагает определение количественного соотношения найденных значений нерастворимых частиц к растворенным металлам. Аналитические результаты зависят от размера частиц, а низкие результаты могут быть получены для элементов, которые содержатся в отработанном масле в виде крупных частиц.
В советской лит-ре нередко высказывается мнение, что 80% частиц, образующихся в моторном масле имеют размер не более 2 мкм, из них частицы металла - около 0,5 мкм.
Отсюда заманчиво сделать вывод, что столь мелкие частицы в современных фильтрах с тонкостью отсева 40...80 мкм не задержатся.
К сожалению все гораздо сложнее.
40...80 мкм это средняя тонкость отсева, значит в фильтре могут застрять и более мелкие частицы, в том числе за счет эффекта адсорбции. Но это тот минимум, которым можно пренебречь.
В тематической лит-ре указывается, что появившаяся в масле частица металла начинает обрастать мельчайшими органическими частицами, в результате образуется этакий микроколобок размерностью около 1-2 мкм с твердым ядром и мягкой оболочкой. БОльшая часть этих колобков свободно проходит через фильтр, таким образом по мере наработки мотора концентрация металла начинает монотонно повышаться и достигает максимума, после которого концентрация начинает СНИЖАТЬСЯ, пока не достигнет определенного минимума, после чего опять начинается повышение.
Это происходит из-за того, что когда диспергирующая присадка начинает срабатываться, частицы, находящиеся в масле, начинают увеличиваться в размерах и в определенный момент задерживаются фильтром. Соответственно по мере загрязнения фильтра его тонкость отсева изменяется, он начинает извлекать более мелкие частицы.
Затем, когда фильтр практически полностью забивается, концентрация в масле металла (и иного абразива) достигает минимума, но так как фильтр теперь не работает, концентрация опять начинает увеличиваться.
Вот такой процесс в упрощенном виде.
Таким образом, если задастся целью построить линию концентрации металла в масле в координатах Х-Y, то получится часть синусоиды с двумя точками перегиба, соответствующими макс и мин концентрации металла в масле.
И если некий чел задастся целью отслеживать темп изнашивания деталей путем систематического отбора проб масла при каждом ТО, то даже при одинаковой скорости износа он может получить большой разброс результатов в зависимости от того, к какой точке перегиба кривой ближе всего попадет тот момент, когда он отбирает пробу.
Быстрота срабатываемости присадки зависит от ее концентрации в масле и в большей степени от условий эксплуатации (в частности от сезонности зима-лето).
Отсюда следует, что при исследовании масла с целью мониторинга темпа механического изнашивания деталей мотора путем определения концентрации металла в масле, требуется учитывать металл, содержащийся в фильтре, что весьма сложно.
Либо отбирать пробы не при очередном ТО, а при небольших пробегах когда частицы металла еще не успели сильно укрупнится, например при 2-3 тыс км пробега,
Но в этом случае из-за относительно малой концентрации металла большое влияние на результат будет оказывать тщательность отбора проб и погрешность измерения лаборатории, ибо приходится иметь дело с ничтожно малыми весовыми величинами.
Опять же одна-две пробы ничего не даст. Обычно при исследованиях моторов на стенде по методу "железо в масле" пробы отбирают через каждые 5-10 часов, при том что длительность испытаний составляет 250-450 ч (форсированных 100-200)